








MGPS(Micro Grade Process and Standard) μ 級製程標準與高性能主軸
高精度 MGPS μ 級製程標準與高性能主軸
將加工精度提升到微米等級 主軸可24小時連續運轉及產出
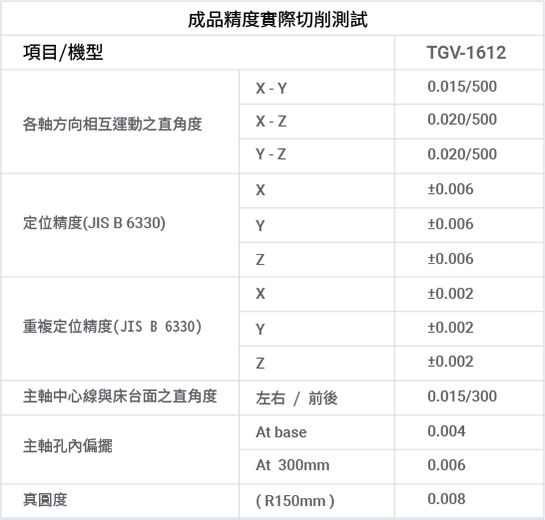
1. MGPS(Micro Grade Process and Standard),μ 級製程技術與標準,定位精度 8μm 內,重覆定位精度 5μm 內。
2. 自製主軸,偏擺 5μm 內。
高速高精度小龍門機型
高速高精度 AI 小龍門機型
將加工提升到一個新的高度,為加工應用提供更高性能切削表現。
One & only :
Hartrol Premium
全台灣唯一的自我控制器
AI Technology
AI 技術與智能化,自動參數調整維持精度。
MGPS
μ 級製程定位精度 5 μm 內
與日本機同等級的性能與標準
日本等級的機台精度,真圓度 5 μm 內
SSCT
SSCT (Super Speed Cycle Time) 加工效率優於同業30%
Oil – air lubrication spindle
油氣潤滑主軸,不限操作時數,兩年保固。
AI技術的運用,使精度不受環境因素影響,只要常溫廠房即可坐到高精度的加工,而且加工效率不受工件重量以及刀具磨耗影響,只要搭仔自動駕駛功能,如同Tesla 汽車自動駕駛功能,可達到機器加工自動化
CCD監視
主動異警通報
智慧注油
刀具資料庫
自動進給率控制
整機還溫熱補償
無論何時何地均可監看機內加工進度省時間!省成本!
就算人不再機檯旁邊也不用擔心機台發生停機與待機,確保機台使用率
不影響加工精度與機器壽命、但可以幫您省油,最多達50%
直接推薦您每一種刀最適合的加工條件,不要再用試誤法
重切銷加工效率最佳可提升23%且刀具費用更省
幫您解決日夜溫差所造成的工件尺寸偏差。
MGPS(Micro Grade Process and Standard) μ 級製程標準與高性能主軸
1. MGPS(Micro Grade Process and Standard),μ 級製程技術與標準,定位精度 8μm 內,重覆定位精度 5μm 內。
2. 自製主軸,偏擺 5μm 內。
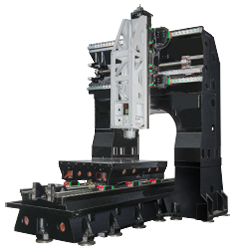
Y軸線軌大跨距設計
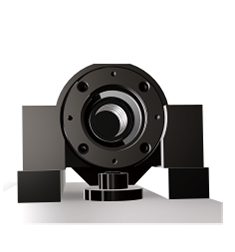
軸承座檔銷設計
1. Y軸線軌大跨距設計:700mm大跨距讓機台帶來更佳的結構剛性及耐重負荷力、高剛性與重負荷之性能,機台整體剛性也可提升 64%
2. 軸承座檔銷設計:加裝檔銷提升機台傳動剛性,軸向剛性可提升14%

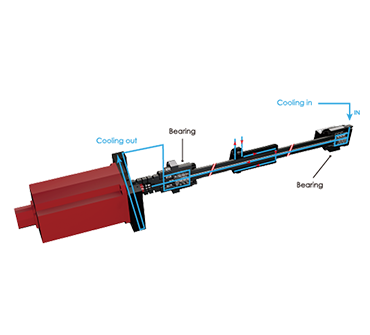
內藏主軸軸心冷卻技術
全系列三軸熱溫升控制(選配)
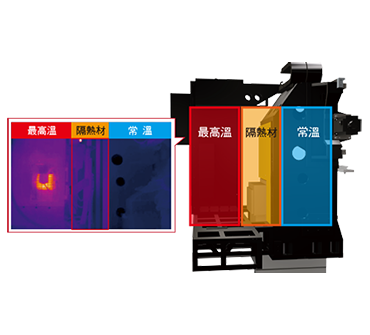
熱平衡設計
1. 內藏主軸軸心冷卻技術:體積小、重量輕、低噪音、低震動,所有控制器皆可搭配,也可搭配智能化主軸選配功能,最高轉速 24000 轉,主軸熱變形降低 50%
2. 油氣潤滑技術:有效的降低主軸溫度。確保加工精度;可以連續運轉、主軸停止超過 15 分鐘時自動進入節能模式。
3. TGV 全系列三軸熱溫升控制(選配):三軸進給系統中的馬達座、螺桿、軸承及螺帽皆有冷卻迴路設計,機台將不受熱變形影響,提升機台動態剛性,切削表面精度也可達到高水準表現,軸向精度提升 15%
4. 熱對稱及熱隔絕技術: 電氣箱與鑄件之間加上隔熱材設計,有效阻擋97%的熱源,降低鑄件溫度13% 及防止熱變形發生,確保機台幾何精度。
面銑

端銑

攻牙
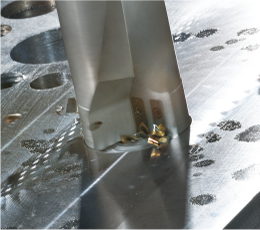
鑽孔
1. 累積 58 年工具機製造工藝,加上 AI 技術,使加工精度/效率/光潔度幾乎等同日本機的水平
2. Super Speed Cycle time 加工效率比台灣同業提升 15% ~20%
.Model:TGV-1612
.主軸:15,000 rpm 直結式主軸11kW
.切削材質:S45C
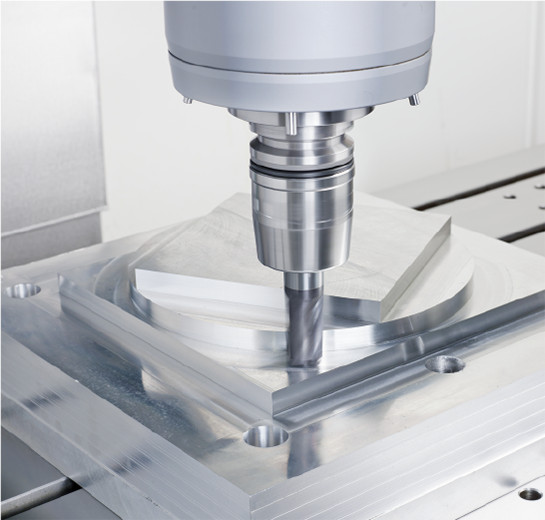
3D輪廓度公差符合標準:
使用三次元量測方式進行3D輪廓度公差量測,抽測114點均在公差內 (± 0.02mm)
OMV( On Machine Verification) 機上檢驗:
搭配 OMV 機上檢驗系統,直接在機台上面進行三次元尺寸檢驗、減少工件搬運時間並確保每一個工件都是良品





工作台面積
1800 x 1300
mm
最大載重(平均負載)
4000
kg
X 軸行程
1600
mm
Y 軸行程
1200
mm
Z 軸行程
700
mm
主軸錐度
#40 #50
主軸轉速( 直結式 )
#40 : 10000 / 15000 / 20000(FANUC) #50 : 10000 / 12000
rpm
主軸轉速( 內藏式 )
#40 : 24000 #50 : 12000
rpm
刀具數
#40 : A24 (30 / 40) #50 : A32 (40 / 60)
pcs
刀柄
#40 : BT40 (BBT / CAT / DIN / HSK A63) #50 : BT50 (BBT / CAT / DIN)
主軸馬達( 連續 / 30分 )
#40 : 7.5 / 11 opt. 15 / 18.5 #50 : 15 / 18.5 opt. 18.5 / 22 ; 22 / 26
kW
